915 Gearbox Machining
915 Gearbox Machining
At EB Motorsport we are advocates of the 915 gearbox, however, they are known to suffer from wear/distortion, particularly to the bores of the main roller bearings and carrier bearing. More common on the later aluminium cases as the bearings are pressed into the machined casting. Once worn/distorted they lose the interference fit required for the bearings to function correctly, creating mis-alignment in the crown wheel and pinion setup. This leads to friction/heat generation, reduced power transfer, and reduces the life of components.
The solution(s) originally developed by Hayden of WEVO, using the later G50-Turbo box as inspiration and who generously helped is with the setup.
EB Motorsport have evolved the process to suit our advanced machining capabilities, which has a number of advantages particularly if carrying out the full suite of upgrades. All of which is backed by our ISO9001/14001 QC.
- Final Drive / Differential Housing bearing bridal
(optional one-piece bearing retainer – click here) - Selector shaft bushes
- Differential carrier bearing
- EB competition side cover, matching the side cover bore
- Main case bearing bridal
- Speedo drive repair
- RS/RSR oil cooler conversion
We can also undertake any other stud repairs or cracks to the case and re-chromate of magnesium castings.
On receipt the casings are stripped of any studs/bearings/clutch shaft etc, hot washed and typically vapour blasted.
The housing is mounted to a fixture on our 5 axis CNC milling machine, where there Renishaw probed at numerous points. These include the existing bearing pockets, the face of the bulkhead, the diff carrier bearing pocket, the open side bore, and face. This is ONLY possible with a 5-axis machine and ensures we maintain the relationship between all points, NOT achievable with multiple fixtures/operations typically used by others. The data gathered is documented and shows any/all deviations from OEM specs, also if the casing is beyond repair, which is in-frequent.
915 Gearbox Machining -Differential/Final Drive Housing Modification
The process involves machining a pocket into the bulkhead and shrink fitting an aerospace grade stainless steel alloy bridle insert into the case. This one-piece bridle is designed to harness the two bearings together in a superior housing, it maintains the exact spacing of the Input and Pinion shaft and can tolerate much higher input loads/higher torque engines and under harsher conditions typically associated with competition use.
The Bridle is also designed for the superior input shaft roller bearing (930 302 391 00) as used in later the 930 transmission, also featured on the last series of 915 transmissions. This bearing has a smaller outside diameter than the original 915 input shaft roller bearing and can only be installed with the reduced bore diameter of the bridle insert.
After the Bridle is installed by a shrink fit we perform want is known as a 2nd Opp, precision machining the interference fit for the input shaft and pinion shaft roller bearings and the precise shaft spacing. The bulkhead is faced to ensure the case is square, flat, and perpendicular to your crankshaft, we intentionally leave a witness mark so the client can see the deviation and minimal material removal, the stud pockets around the bridal are also machined.
Prior to final inspection, we install Timeserts (carbon steel thread inserts) into the stud pockets around the bridal, ready for the one-piece bearing retainer (available separately)
Although we perform this modification independently it is more efficient to perform the other upgrades at the same than at a later stage.
- Shift Bushes
- Diff Carrier Bearing Pocket
- Upgrading to EB competition Side Cover





Selector Shaft Bushes
On a stock casing the selector shaft (shift rod/rails) pass/slide directly on the magnesium or later aluminium casting. Although adequet, these are not always precisely located and can occasionally be worn.
For an overall improvement in operation and feel, we machine the bores oversize correcting any misalignment and shrink fit an aluminium bronze insert, which is post machined to precision dimensions.
This can be performed as an independent process however we would typically recommend performing at the same time as the bearing bridal as its more economic.
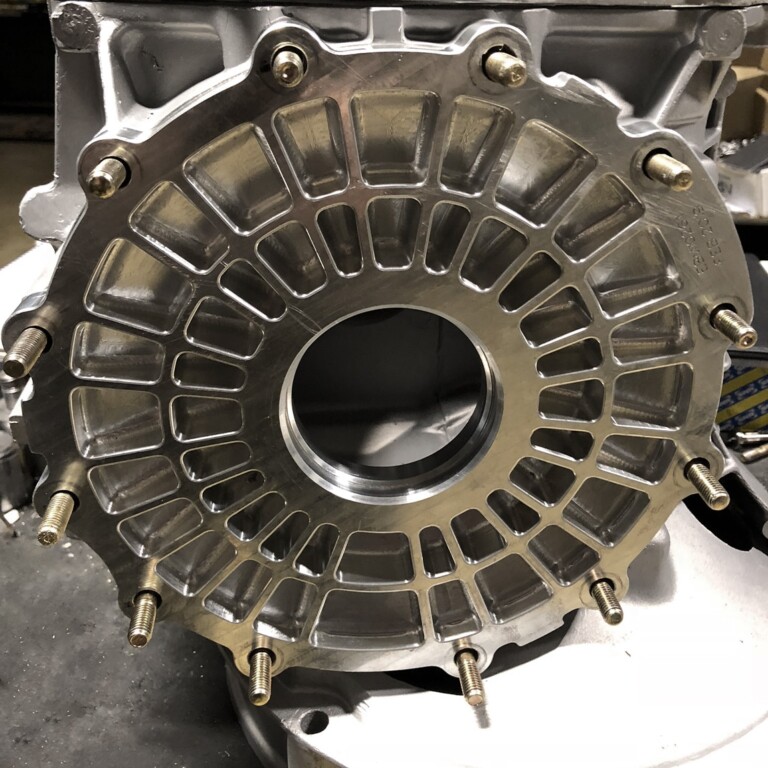
915 Gearbox Machining - Differential Carrier Bearing Modification
As with the main roller bearing pockets the carrier bearing pocket is also known to suffer from wear/distortion to the bore. Although more common on the later aluminium cases as the bearings are pressed into the machined casting. Once worn/distorted this loses the interference fit required for the bearing to function correctly, creating mis-alignment in the crown wheel and pinion setup. This leads to friction/heat generation, reduced power transfer and reduces the life of components. All of which is compounded by the half shaft assembly/rotating mass.
As with the main bearing bridal modification this involves machining a pocket into the existing bearing pocket and shrink fitting an aerospace grade aluminium bearing housing into the case.
After the Bridle is installed by a shrink fit we perform a 2nd Opp, precision machining the interference fit for the carrier bearing.
As this is carried on our 5 axis CNC we can ensure the relationship is maintained between the main bearing face and the differential carrier bearing, NOT achievable with multiple fixtures/operations typically used by others.
Although the main bearing bridal and differential carrier bearing modifications can be performed independently we would suggest the modifications are carried out together, as it’s more efficient and cost-effective than doing others at a later stage.


Competition Side Cover, Matching the Side Cover Bore
The early side covers where prone to distortion/failure, even the factory upgraded the early side covers to a thicker/stiffer unit to cope with the demands placed on it. These later covers can be difficult to obtain and although an improvement over the originals still suffer with today’s higher performance engines and operating conditions. Coupled with the fact the bore in the housing is not always precisely matched and suffer distortion.
We set out to overcome the issues at the same time allow us to reliably put significantly more load through the gearbox. This requires machining the housing bore and matching, to precise tolerances, with a stronger side cover.
The side cover had to look period correct, particularly for historic applications, as such it has been designed to replicate the original, which requires significantly longer machine time than a more basic design. Machined from aerospace grade aluminium, removing material where it’s not required to keep weight to minimum, typically the covers are later than other aftermarket offerings. We also increased the bearing pocket dimensions to take the larger carrier bearing from the later 930, allowing for the extraction of the bearing often overlooked. Although we offer in stock dimensions the covers are manufactured with bore interface oversized, this allows us to precisely match the housing bore by machining both the bore and the cover, removing the minimal amount of material from the bore to achieve.
The standard cover is supplied plain aluminium, however as an option we hard anodise to replicate chromate finish for use with magnesium cases.
915 Gearbox Machining - Main Case Modifications
The 915 Main case also suffers the same problem with the bores for the roller bearings being worn/distorted, resulting in all the same problems seen on the Differential/Final drive housing, friction/heat generation, reduced power transfer and reduces the life of components.
It’s a similar process where a pocket is machined into the case and we shrink fit a 1 piece bearing bridal in place, however the bridal is machined from aerospace-grade aluminium. This is followed by a 2nd Opp, precision machining the interference fit required for the bearings and shaft spacing. During the same process, the bulkhead is faced to ensure the case is square, flat and perpendicularity, we intentionally leave a witness mark so the client can see any deviation and minimal material removal, the stud pockets around the bridal are also machined for timeserts.
Prior to final inspection we install Timeserts (carbon steel thread inserts) into the stud pockets around the bridal and fit retaining tabs (see below)
The original Main case bulkhead bearings were a Porsche only modified bearing, that uses a double retaining ring system to retain them into the case.
Whilst carrying out the bridal modifications this provides the opportunity to revise the bearing style to be retained by tabs – commonly used on racing transmissions.
The tabs allow the use of more common bearings at reduced purchase cost, which have the same quality as the OE bearings. Another advantage is the re-design has allowed for more structural material in the critical bridge area between the two bearings.
The alternate bearings are available from Windrush or by quoting the following part number to your local bearing traders. N305EC and NU2206EC, the first number being for the input shaft bearing, the latter for the pinion shaft.
Although we perform this modification on its own we advise upgrading the Shift Bushes.
We can also undertake any other stud repairs or cracks to the case.


Gearbox Speedo Drive Repair
The early 915’s used a mechanical speedometer, the drive assembly attaching to a male threaded boss integral to the magnesium casting. Frequently these suffer failure, from a combination of corrosion, fatigue and or abuse/overtightening. Sometimes it’s just the damage to the thread’s others the majority of the boss is missing/sheared off.
Our speedo drive repair process is more complex than the alternative methods we have seen. Taking into consideration the durability (the potential for over-tightening) and consideration to the castings expansion rate. The process involves machining away the damaged section and a pocket into the casting. We insert an aluminium boss which has a precision fit and held in place mechanically.
Our method delivers a much more durable repair, with no risk of movement or leaks. that will last well into the future.
As with our other casework, any studs will be removed prior to hot wash and if required vapour blast. We also offer a re-chromate service to restore to the original finish.
RS/RSR Oil Cooler Conversion
Starting with the 2.7RS and running through the competition RSR’s and even RSR turbo the factory-installed an oil cooler. This involved machining the nose cover to take a pair of pump gears held in place by one of 2 housings. The 2.7 RS was a basic cover that recirculated oil straight back to the box, the RSR/competition version directed the oil through a remote oil cooler for improved cooling, the durability of the boxes in endurance racing. A relatively simple system where one of the pump gears is driven from the main shaft, meshed with a floating gear. These siphon oil via a pickup shoe, pumping through the pump cover, and back down a series of spray bars on to the gear set and CW&P. Although simple it requires precision machining to align the drive gear, correct clearance and alignment for the pump gears to function etc.
As with the other casework we strip the covers of any fixings etc, hot wash and vapour blast where required. The cover is machined externally to take the pump gears and cover mounts, the internal face is machined to take the pickup and spray bar fixings and also the PRV.
We then install the pump gear bushes to factory orientation, and the PRV assembly on the internal face (a NLA assembly which we make in house matching the factory spring rates)
As an option, we can re-chromate magnesium covers.
We also offer the 915-pump kit, RS pump cover, RSR pump cover, and metric Argus oil line fittings.


Get in touch…
Call us to discuss the service you are interested in.
+44 (0) 1226 730 037
Email us to discuss the service you are interested in.
info@eb-motorsport.com
