Engine Machining
At EB, our specialised engine machining services are tailored to elevate the performance of the iconic flat 6 format used in Porsche’s air-cooled era. Throughout the evolution of the 2-litre models and the 70s era with early 935s, Porsche’s racing department drove various modifications.
Our engine machining offerings at EB are rooted in Porsche’s evolutions, but we go a step further by enhancing and optimising processes to maximise performance gains. Each meticulously developed process utilises the benefits of our advanced machining capabilities, ensuring reliable and repeatable results. Our commitment to quality is reinforced by our ISO9001/14001 QC standards.
Our engine machining modifications include:
- Boat Tailing and Spigot Bore Relief
- Piston Squirters
- Oil Bypass
- Head Stud Repair
- General Stud Repair
We also undertake stud repairs, addressing cracks or damage to both Aluminium and Magnesium, and provide re-chromate services for magnesium castings.
Upon receiving the casings, we meticulously strip them of studs, bearing shells, etc., followed by a hot wash and vapour blasting. The case halves are then mounted on our 5-axis CNC milling machine, where they are Renishaw probed at various points, including spigot bores and deck heights. The gathered data is documented, revealing any deviations from OEM specs, and we conduct checks for warp or twist, especially in early Magnesium cases.
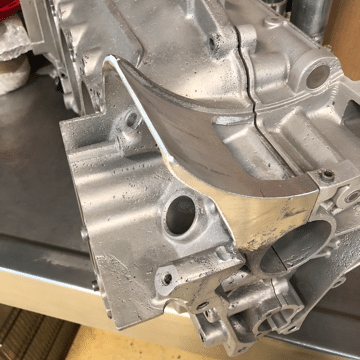
Boat Tailing & Spiggot Bore Relief
This is a modification the factory performed on early cases particularly the smaller 2ltr capacity to reduce windage/loses. The typical method involves removing the square outer face of the support webs by die grinding and hand dressing/finishing, although functional, the result can only be radiused which are often non-uniform.
Our process started by reverse engineering/CAD modeling the cases, this provided OEM data for not only the main works but any additional thread or casting repairs.
Using CAD data and CFD we developed a profile that optimises the flow over and around the webs at the same time carrying this across all the bores for uniformity. This process is only achievable using a 5-axis machining centre with the latest in CAM.
Whilst we were developing the Boat tailing process we also took the liberty of improving the shape of the spigot bores, removing unwanted material smoothing the flow. We believe this is a unique EB development and only achievable with our level of machining capabilities.
We typically perform the process to all 2ltr variants, 2.4, 2.7 and 3ltr cases.
Our process has become standard practice for leading engine builders, helping to achieve numerous podiums and championship wins


Piston Squirters (Splash Valve)
In the late 60s, Porsche’s factory introduced a notable enhancement to their crankcase – the addition of squirters designed to spray oil onto the underside of the piston. This innovation, initially implemented on competition cars, aimed to mitigate temperatures during operation.
Our analysis led us to conclude that the factory had optimised the squirter geometry in the later 3-litre production case. Consequently, we made the strategic decision to adopt this approach over available alternatives. Notably, to ensure the correct installation and seating of the squirter for cylinder no. 4, it becomes imperative to enlarge the oil gallery, facilitating the feed to the intermediate shaft.
One distinctive advantage of our approach is the utilization of our 5-axis CNC machine, allowing us to perform this modification in a single operation. This efficiency is often overlooked or dismissed by others using traditional machines with multiple operations/fixtures.
The incorporation of piston squirters is a prevalent enhancement for early sandcast 2-litre cases, particularly those earmarked for competition builds such as the 2-litre cup
Oil Bypass
Early engines had the oil bypass system directing excess oil in to the crankcase for the scavenge to pick up and recirculate. In the later models’ greater demands were put on the lubrication system which led to excess oil sitting in the crankcase, not only affecting the lubrication system but creating drag which reduces performance.
The modification involves machining a passage to the oil pump intake and installing a plug into the original port outlet.
This is a common upgrade on early cases which can be performed as an independent process.

Barrel/Cylinder Scalloping
Early competition engines had reliefs machined into the skirt of the barrels/cylinders, often referred to as scallops to help reduce windage.
A simple modification that can be performed independently, however we have configured the scallop to match our spigot bore relief, performing the work on the 5 axis allows us to rotate barrel in B axis and machine on the side face of the cutter to provide a cleaner cut, improved corner radius and reduces the risk of chipping/flaking of the Nikasil coating.
Engine Machining Repair Examples
Here are some examples of the repair work we have undertaken, including thread repairs and casting repairs on both magnesium and aluminium engines.








Get in touch…
Call us to discuss the service you are interested in.
+44 (0) 1226 730 037
Email us to discuss the service you are interested in.
info@eb-motorsport.com
